在不少冲压车间中,气动冲床仍然采用人工上下料的生产方式。操作人员需要不断取料、定位、放入模具,再配合冲床完成冲压动作。这种方式在小批量生产时尚可维持,但当订单数量增加时,人工操作的节奏往往难以保持稳定,生产效率也容易受到人员熟练度和工作强度的影响。
晋志德在与客户合作过程中,经常会根据材料规格与冲压工艺,为客户设计适合的冲床自动化改造方案。
1、薄板冲压自动化改造方案
在气动冲床前端配置
重型材料架与伺服送料机。材料架负责卷料的稳定放卷,而伺服送料机通过电机控制送料长度,使材料按照设定节拍进入模具位置。
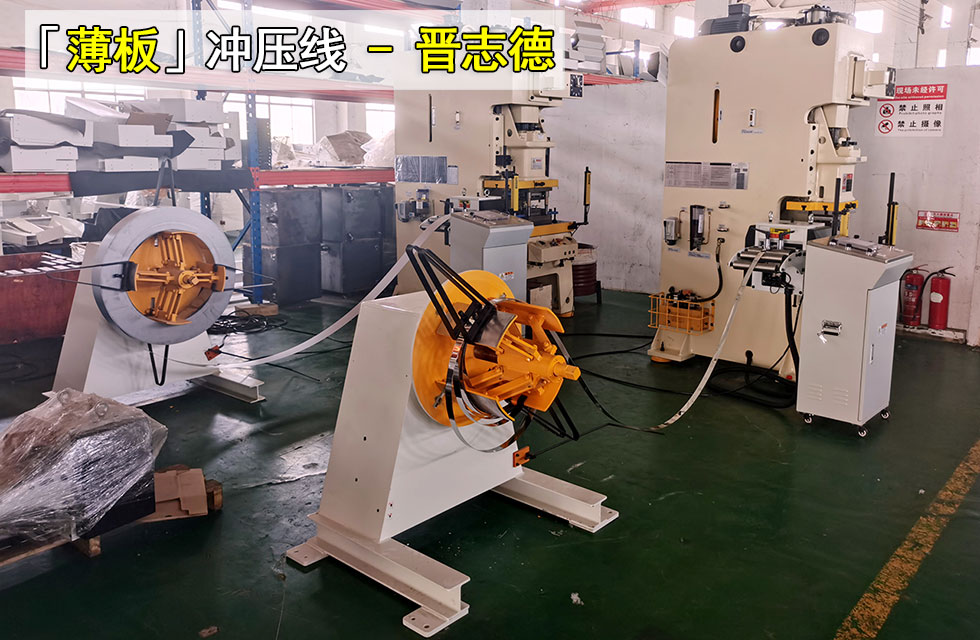
通过加装重型材料架和伺服送料机,卷料可以直接进入冲床完成连续冲压。操作人员只需定期更换卷料并进行简单巡检,生产节拍变得更加稳定,也减少了人工频繁摆料的情况。
2、中板冲压自动化改造方案与案例
当冲压材料厚度增加到中板范围时,常见的配置方式是二合一料架整平机配合伺服送料机。卷料先在料架放卷,然后进入整平辊进行校平,再由
伺服送料机按设定长度送入冲床。

通过引入二合一料架整平机与伺服送料机组合,材料在进入冲床之前完成整平处理,送料动作由设备自动完成,冲压过程更加连续,操作人员只需负责设备观察和卷料更换。
3、厚板冲压自动化改造方案与案例
厚板材料冲压时,采用三合一送料机与气动冲床配合使用。三合一设备将材料架、整平系统和送料机构整合在一台设备中,材料从放卷到送料形成一体化流程,减少设备之间的衔接环节。

通过安装三合一送料机,卷料在设备上完成放卷、整平和送料,直接进入冲床模具区域,生产流程更加连贯,同时也减少了材料搬运环节。
4、高速冲压自动化改造方案与案例
在高速冲压生产中,经常采用圆盘放料架与
夹式送料机的组合方式。圆盘放料架用于承载卷筒,而夹式送料机通过夹持方式完成高速送料,与高速
冲床保持同步动作。
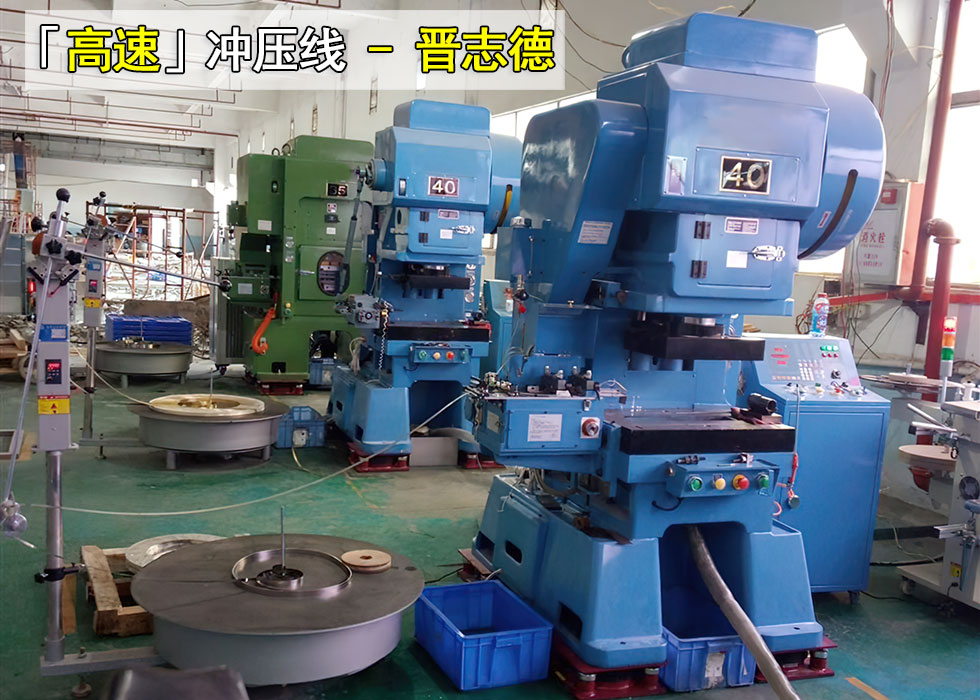
通过安装圆盘放料架和夹式送料机,材料进入冲床的动作更加稳定,设备运行节奏与冲床保持一致,冲压过程也更加顺畅。
冲床自动化改造并不是简单增加设备,而是需要结合材料规格、模具结构以及生产节拍进行合理配置。不同厚度材料对应不同设备组合,通过材料架、整平设备和送料系统的配合,可以让材料连续进入冲床进行冲压。



